全国服务咨询热线
133-2999-5001
全国服务咨询热线
133-2999-5001
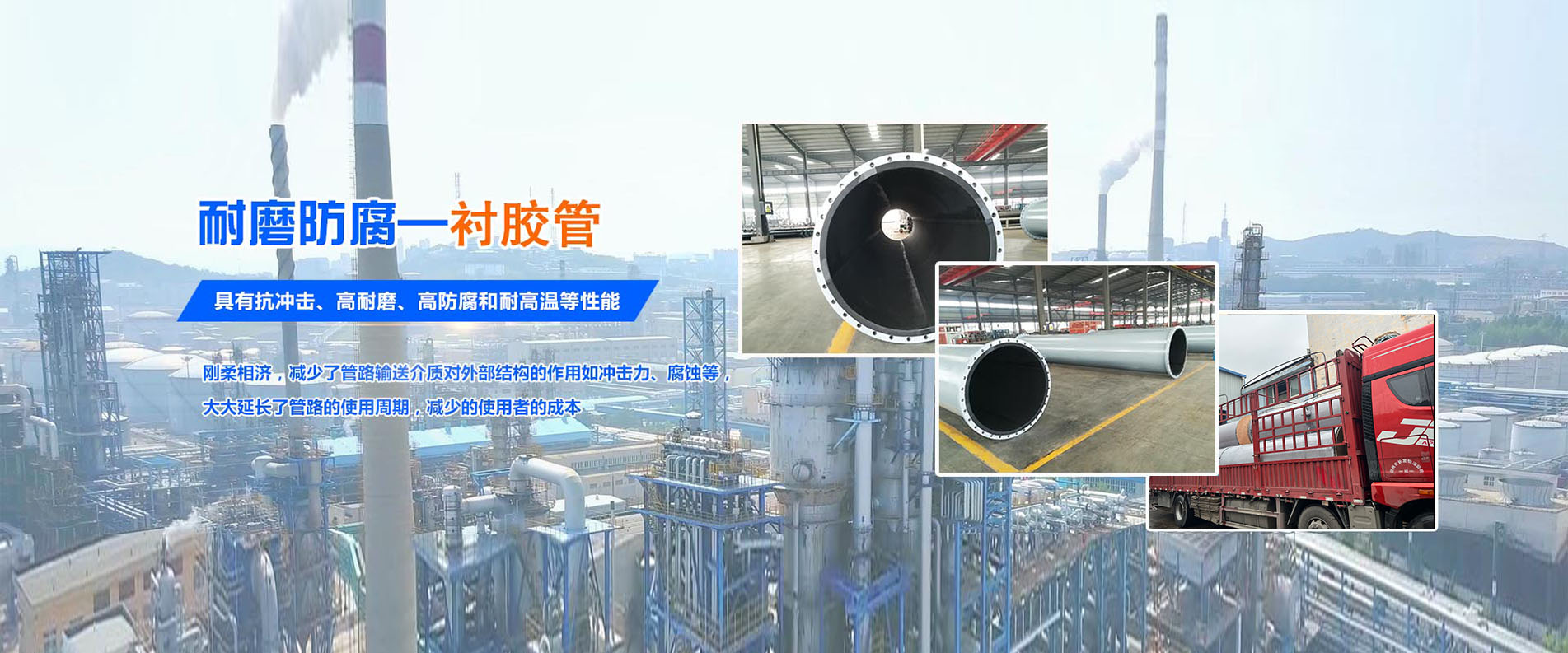

热硫化橡胶衬里工艺流程
一、胶板、胶浆的检验
衬胶设备的胶板、胶浆必须进行认真的检查,应从粘稠度、点火火检测机外观检查等方面来验证其质量是否合格,并根据出厂日期确认是否还在保质期内。除了对胶板进行外观质量检查外,还应对胶板(硫化后)的理化性能进行测试,测试内容主要有:拉伸强度、扯断力、伸长率、体积质量、硬度以及胶板与基体的粘结强度,以上指标必须合格才能保证最终的衬胶施工质量,以上指标必须合格才能保证最终的衬胶施工质量。胶浆性能对于防腐衬胶曾的最终质量也起着至关重要的作用。一般胶板、胶浆的理性化性能均在制造厂测试。衬胶设备的胶板、胶浆检验是必不可少的步骤,一定要注意。
二、衬里设备的表面处理
管道衬胶前的表面处理是衬胶施工过程中的重要环节。目前对钢壳体的表面处理有:人工机械除锈、喷砂除锈、化学除锈等,但是对于衬胶真空设备的表面处理比较切实和经济的方法还是采用喷砂除锈。喷砂质量等级应达到GB8923-88标准中Sa2.5级规定。

三、涂刷胶浆
胶浆的涂刷不得出现漏刷,因而每层胶浆与其相邻层在涂刷时应纵横交错,并且制造商应考虑每层胶浆间的颜色应有较大的反差,这样漏刷将很容易检查出来。胶浆的粘度必须适度,胶浆粘度过大,容易出现胶膜干燥的假象,胶膜表面已干而内层溶剂尚未挥发,在硫化时候会造成胶板起泡。在涂刷下一道胶浆时候,必须保证上一道胶浆已基本晾干。此外还需要注意胶板和钢壳体的导热系数不一样,但需要保证两者晾胶浆后同时达到衬胶要求,因此胶板的涂胶浆时间应提前,而钢壳体胶浆的涂刷应稍稍滞后。

四、橡胶板的贴合
胶浆涂刷晾干后,便可以进行贴合操作。此过程要注意以下几点:1、处理好胶浆的挂流 2、处理好胶板搭边 3、要保证胶板贴衬的平整性和充分贴合 4、处理好沟槽、阴角部位 5、贴衬后对于可疑的鼓泡点,采用听诊棒进行确认,如有空鼓则通过穿刺滚压排除起泡,然后再用烙铁将胶板表层铲除,再用被铲出同样面积的胶层晾好胶浆后贴衬,最后将修补处于胶板整体烙压凭证,使得硫化后的鼓泡尽量减少,保证衬胶设备的质量。

五、衬胶设备的中间检查
对于衬胶设备,橡胶板贴合完成后必须作如下详细检查:检查衬胶层是否按设计施工,胶板接缝搭边处有无漏烙、漏压和烙焦的情况,检查接缝搭接方向是否与介质流动方向一致以及贴合是否严实,检查衬胶层是否存在起泡或其他缺陷,最后进行电火花检测确定衬胶层有无漏电情况。 对于发现的问题要及时处理,这将有利于确保硫化后的衬胶层质量。
六、衬胶设备的硫化
硫化采用加压蒸汽硫化方法。
a.使用设备:0.6MPa/m3,空压机,I 不低于0.4 MPa的热蒸汽。
b..硫化方法为恒压混气硫化法。亦即在恒压条件下进行硫化,压力为0.3MPa压缩空气,再逐步加入蒸汽置换冷空气,硫化完毕后再加入压缩空气降温。
c硫化过程中严格控制上下温差,确保硫化温度基本一致,当管道内温度上升到130℃度时,开始计算硫化时间,当蒸汽压力控制在0.3MPa时。
e.升温及正硫化过程中确保蒸汽压力稳定,如发生故障应及时补充压缩空气,待故障排除后继续硫化,或补充压缩空气降温中止硫化。
f.硫化过程中每隔10分钟排一次冷凝水。
g.硫化人员必须坚守岗位,并做好硫化记录。

七、硫化后检查
1、硫化完毕后,先对衬里设备进行处理(如修磨、支点修复等)后再进行电火花测试检查。
2、橡胶衬里设备必须100%检查。
3、检查依据GB18241.1-2001标准及HGJ32-90标准中第7条,如发生质量问题应进行修复。
4、检查验收按GB18241.1-2001标准要求进行。
© 2024 湖北科兴环保科技有限公司 版权所有 鄂ICP备2024034654号
